Fabrication de pneus
Tout le monde sait ce qu’est un pneu et à quoi il sert, n’est-ce pas? C’est un beignet noir en caoutchouc, placé sur un véhicule pour que le conducteur puisse transporter lui-même et sa cargaison du point A au point B. Le pneu doit permettre une direction, un freinage et une prise de virage faciles. Il doit assurer une conduite confortable et sûre. Il doit être durable. Et c’est à peu près tout ce que la plupart d’entre nous savent.
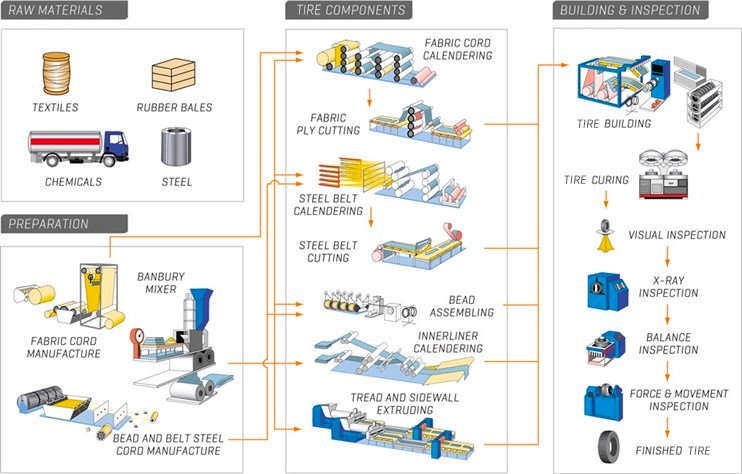
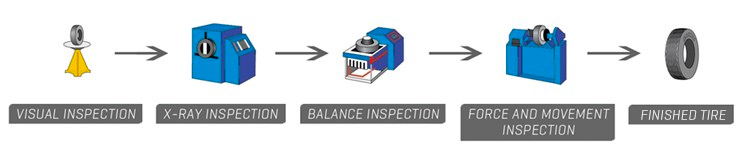
Utilisez les onglets ci-dessus pour examiner les différentes étapes du processus de fabrication.
VOUS MONTRER DE QUOI NOUS SOMMES FAITS